蘇州齒條加工的工序有哪些?
齒條加工的工序有哪些?
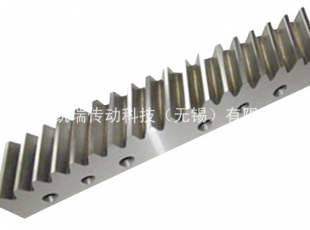
齒條加工的工序:鍛毛坯→粗加工→調(diào)質(zhì)→半精加工→回火→精加工。
工序的內(nèi)容:難度,齒條模數(shù)大,指形銑刀在齒根和齒頂處的切削速度相差2.5倍,要達(dá)到齒面加工粗糙度值小于R6.3有較大難度,因此工藝上要有所革新。由于工件截面的不對稱,加工中必然會發(fā)生彎曲變形,因此在工件精加工前進(jìn)行一次除應(yīng)力回火,并且要檢查工件的變形情況,在精加工時盡量將變形減少到小。工件模數(shù)大,超出通用齒輪測量工具范圍,要用其它方法來測量齒厚尺寸。
齒條的工藝路線:齒條的加工工藝路線為:鍛毛坯→粗加工→調(diào)質(zhì)→半精加工→回火→精加工

工序的內(nèi)容
工序(1)鍛造毛坯至尺寸(下料)35×33×720mm,材料為45號鋼。
工序(2)退火處理,去除應(yīng)力。
工序(3)用刨床粗刨四面,且每面留余量1.5-2mm,長留余量2-3mm。
工序(4)正火處理,增加材料的洛氏硬度。
工序(5)精刨四面及42°槽,倒角,每角留余量0.2-0.3mm總長至尺寸715mm,它與水平夾角為10°,保留粗糙度為1.6.
工序(6)磨各面至尺寸并保證平行度,垂直度和精度。保證要尺寸28mm,30mm,75mm.
工序(7) 用成型銑刀銑齒,且保證齒的精度,齒厚為4.71mm,模數(shù)=3,齒數(shù)=76.
工序(8)鉗工齒端倒角,修毛刺。
工序(9)鉗工劃孔線,保證孔的尺寸,軸向定位尺寸為10mm,孔1、2、3的定位尺寸為80mm、60mm、156mm、孔4、5、6的定位尺寸為80mm、310mm、60mm.
keyword:齒條加工
文章來源:http://www.design-food.com/
齒輪加工需要進(jìn)行哪些熱處理?
發(fā)表時間:2021-08-18
齒輪常用幾種材料
發(fā)表時間:2021-08-16
齒輪的加工方法大全,看看你知道幾種?
發(fā)表時間:2021-08-13
學(xué)會這一招,有效的齒輪減速機(jī)維修方法
發(fā)表時間:2021-08-10
新版齒輪精度國際標(biāo)準(zhǔn)正式發(fā)布
發(fā)表時間:2021-08-02
齒條加工的工序有哪些?
發(fā)表時間:2020-03-17關(guān)于齒條加工方法
發(fā)表時間:2020-03-10
齒條加工方法有哪些???
發(fā)表時間:2020-01-15齒條加工的齒輪根切要如何判斷?
發(fā)表時間:2020-01-02齒條加工的工序有哪些?
發(fā)表時間:2019-12-30齒輪加工精密塑料齒輪廣泛應(yīng)用于齒輪模具行業(yè)
發(fā)表時間:2019-11-26
齒輪加工齒輪傳動中振動大的原因分析
發(fā)表時間:2019-11-15